Разумеется это не дало положительного результата (кто бы сомневался
Нужно копать глубже, но перед этим решил посоветоваться с техподдержкой производителя. После уточнений про уровень масла и подобные вещи, посоветовали проверить термостат. Проверка термостата выявила его работоспособность, параллельно попробовал запустить компрессор без термостата — перегревается. Ни сам процесс, ни термостат, к сожалению не фотографировал. После этого закрались подозрения что просто так, эту проблему не решить. В ходе дальнейшего общения с техподдержкой мыло выдвинуто предположение что винтовой блок может быть изношен. Ну ладно, я уже и не сомневался что придется туда лезть…
Тут стоит сделать небольшую врезку о том что же я все-таки творю (читать не обязательно, так как ничего ценного там нет)…
Я понимаю что с точки зрения квалифицированного механика, который не первый год чинит компрессоры я зря туда полез. Но тут сказались определенные обстоятельства: первое — это время (отправлять винтовой блок на материк в ремонт очень долго), второе — деньги (кто бы мог подумать. Про деньги говорить не хочется, но я считаю надо — стоит понимать что в официальном сервисе полный ремкомплект для этого винтового блока стоит более 500 евро (и нет, роторы и корпус в него не входят), и сам ремонт начинается от 20000 рублей, добавьте сюда срочную доставку (авиа в обе стороны, а винтовой блок не конверт с документами, он тяжелый). Ну и новый блок от официального поставщика стоит около 1500 евро, у неофициального поставщика около 70000 рублей. Поймите меня правильно, я их не виню, но это просто не выгодно… риск был сочтен приемлемым.
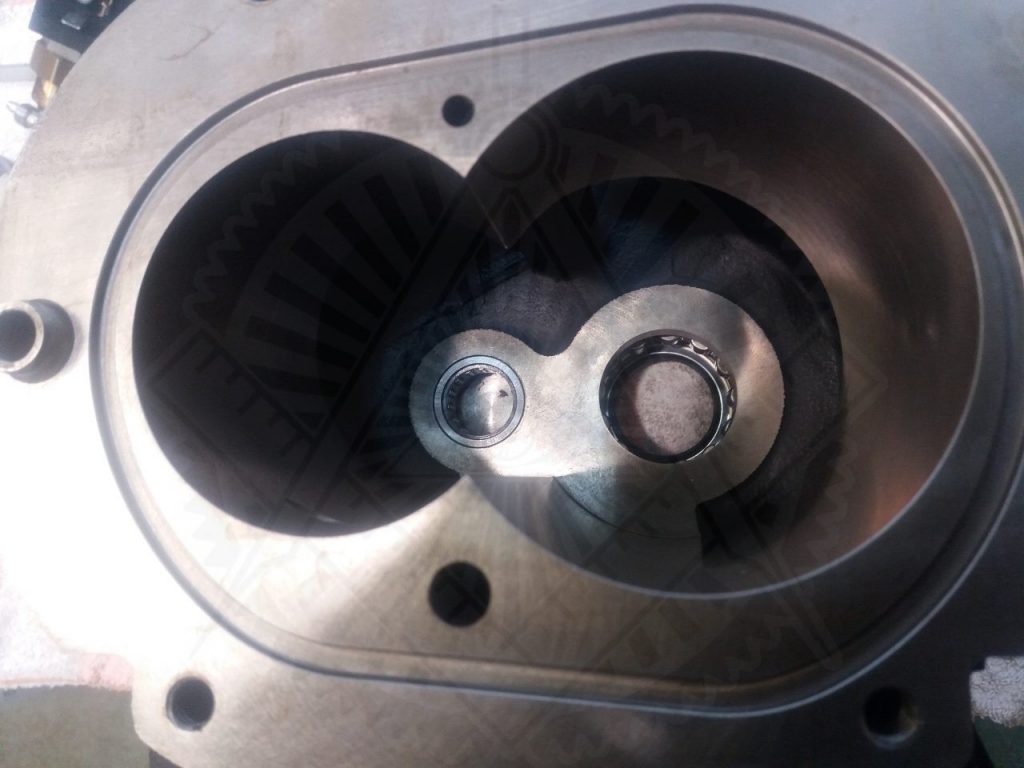
Небольшие следы износа есть, но не драматичные.
Однако я обратил ваше внимание на то, что общался с техподдержкой и на то что собирался разобрать блок сам. И специалист техподдержки снабдил меня информацией о предельном зазоре в задних подшипниках (они роликовые, конические) — нормальное значение до 0.05 мм. А у нас 0.09 мм… подшипникам конец. Значит замена и регулировка должна решить нашу проблему.
Ну тогда приступим к подготовке к ремонту (да, не все так просто). Надо сказать, что я измерял зазор щупами, мне показалось что при сборке это будет не совсем правильно. И еще мне показалось неправильным крутить гайки роторов зубилом… Значит нам нужна оснастка для сборки, придется изготовить.
Обратите внимание как реализовали закрытие клапана при разгрузке нагнетателя (режим когда впуск перекрыт, но компрессор продолжает работать сохраняя циркуляцию масла для его охлаждения). грибок клапана поджат слабой пружиной к седлу, при запуске компрессора поток всасываемого воздуха легко открывает клапан, а когда надо его закрыть в стойку грибка (там где на втором фото стоит пружина) подается воздух и грибок прижимает к седлу с большим усилием, закрывая впуск.